

Продукция


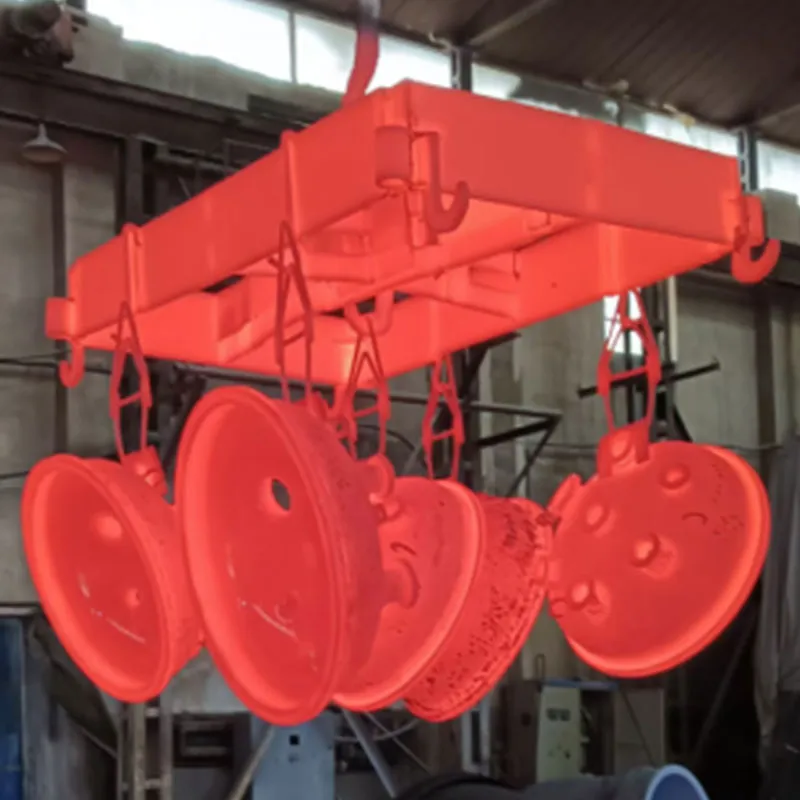












Заготовка стальной крышки эмалированного аппарата
Обычно выбирается специальная стальная плита для сосудов под давлением марки Q245R или литая сталь ZG270-500. Часть продукции высокого класса может использовать специальные горячекатаные листы для эмалирования, производимые по заказу Бао-Стил.
Описание
маркер
Основной материал и состав
Основной конструкционный материал: Обычно выбирается специальная стальная плита для сосудов под давлением марки Q245R или литая сталь ZG270-500. Часть продукции высокого класса может использовать специальные горячекатаные листы для эмалирования, производимые по заказу Бао-Стил. Данные стальные листы эффективно решают проблему вспучивания в процессе обжига эмали. Их химический состав точно сбалансирован. Например, некоторые специальные стали содержат C: 0.10 - 0.20%, Mn: 0.51 - 1.50%, а также добавляются такие элементы, как Ti, REM. Одновременно строго контролируется содержание примесей, таких как S, P, что гарантирует устойчивость стальной заготовки к вспучиванию и хорошую адгезию с эмалевым покрытием.
Преимущества материала: Базовый материал сочетает в себе хорошую свариваемость и формуемость, подходит для различных процессов обработки, таких как штамповка, гибка, пробивка отверстий. После высокотемпературного обжига эмали материал сохраняет достаточную прочность, нелегко деформируется, что позволяет удовлетворить требования к структурной стабильности эмалированной крышки аппарата в условиях рабочих давлений.
Особенности конструкции и технологии
Конструктивное исполнение: Номенклатура охватывает множество моделей от DN25 до DN2000, что позволяет подобрать крышку к эмалированным реакторам различного объема. В зависимости от требований эксплуатации конструкция может быть полностью закрытой или иметь люк-лаз. Полностью закрытая стальная заготовка подходит для условий высокого давления для минимизации протечек. В заготовке крышки аппарата предусмотрены места для нескольких патрубков. Обе стороны патрубков обычно имеют конструкцию с приварной горловиной (фланец с шейкой), при этом сварные швы удалены от фланцевого соединения, чтобы избежать влияния сварки на герметичность и качество эмалирования. Некоторые изделия также имеют предусмотренную конструкцию с фиксирующим «носом» и зажимными планками, адаптированную для установки с двойным уплотнением.
Технология обработки: Производство стальной заготовки включает множество этапов: выплавку, рафинирование, непрерывную разливку, горячую прокатку. После формовки поверхность подвергается тщательной очистке от окалины и ржавчины, а также шлифовке, чтобы гарантировать отсутствие заметных дефектов, что создает основу для последующего нанесения эмали. В дальнейшем, в сочетании с технологиями холодного напыления или печного эмалирования, это позволяет достичь прочного соединения эмали со стальной заготовкой. Толщина эмалевого слоя равномерно контролируется в диапазоне 0.8 - 2.0 мм, что минимизирует риск возникновения скрытых пузырей, сколов эмали и других проблем. Некоторые предприятия также наносят экологичную водную краску на внешнюю поверхность стальной заготовки, сочетая эстетичный вид и антикоррозионную защиту.
Ключевые эксплуатационные характеристики
Прочность и стабильность: Как основа крышки, стальная заготовка способна выдерживать внутреннее давление при работе эмалированного реактора. Она обладает хорошей низкотемпературной вязкостью, сохраняя стабильные характеристики в рабочем диапазоне температур от -20℃ до 200℃, обладает высокой стойкостью к резким перепадам температуры, что позволяет избежать структурных повреждений из-за термических напряжений.
Совместимость и защитные свойства: После соединения стальной заготовки с эмалевым покрытием, конечная крышка аппарата сочетает высокую прочность металла и коррозионную стойкость стеклоэмали. Она устойчива к большинству органических кислот, неорганических кислот и щелочных растворов с pH ≤ 12. Одновременно высокая ровность поверхности стальной заготовки обеспечивает гладкое и равномерное нанесение эмалевого слоя, уменьшает адгезию среды и облегчает последующую очистку и обслуживание.

связаться с нами
Сопутствующие популярные продукты

Дисковый конденсатор с стеклянным покрытием
Конструкция с закрытым уплотнением предотвращает утечку коррозионной среды. Для контроля давления и отвода среды можно установить такие аксессуары, как манометры и конденсатоотводчики, что снижает риски процесса.

Готовая крышка реактора
Готовая крышка реактора изготавливается по технологии цельной ковки или сварки, в целом представляет собой круглую конструкцию крышки, состоящую из четырех основных частей: основы крышки, уплотнительного паза, зоны фланцевого соединения и зоны функциональных патрубков.

Змеевик из нержавеющей стали
Качественный материал из нержавеющей стали способен выдерживать воздействие различных кислотных и щелочных сред и высокотемпературных условий, не подвержен ржавлению, адаптирован к сложным рабочим условиям, продлевая общий срок службы оборудования.

Эмалированный реактор с электронагревом
Внутренняя футеровка корпуса реактора выполнена из высокоборосиликатной стеклоэмали, способна выдерживать коррозию сильными кислотами, щелочами и органическими растворителями, не загрязняет материалы, обеспечивая чистоту продукта и срок службы оборудования.

Фильтр-пресс из углеродистой стали
Требует меньших капиталовложений, чем фильтр-прессы из нержавеющей стали, обеспечивая отличное соотношение цены и качества. Идеально подходит для крупномасштабной фильтрации некоррозионных материалов, эффективно контролируя инвестиции в проект.

Вакуумная печь
Вакуумная печь — это промышленная печь, в камере которой вакуумная система откачивает газы. С помощью вакуумного насоса, измерительных приборов и клапанов давление в рабочей зоне снижается ниже атмосферного, а температура нагрева достигает примерно 3000℃.

Эмалирование корпуса закрытого аппарата
Возможен подбор специальной эмалевой глазури в соответствии со спецификацией корпуса аппарата, после высокотемпературного обжига эмалевый слой не имеет скрытых пузырей, сколов эмали, что повышает коррозионную стойкость и герметичность оборудования.

Реакторный сосуд с оболочкой из нержавеющей стали
Интегрированная сварная конструкция с фланцевым уплотнением выдерживает условия от атмосферного до средне-высокого давления. В сочетании с системой перемешивания она обеспечивает равномерную реакцию материалов с различной вязкостью.

Химический реактор для фотохлорирования с эмалевым покрытием
Внутренняя поверхность реактора футерована высокоборосиликатной стеклоэмалью, которая устойчива к коррозии различными кислотами, щелочами и хлорирующими средами, не вступает в реакцию с продуктом, обеспечивая его чистоту.

Обжиг эмали комплектующих для эмалированного оборудования
Устойчива к температурам от -20℃ до 200℃, способна выдерживать большинство кислотных и щелочных сред, охватывает множество спецификаций комплектующих, включая лопасти мешалок, фланцы, основания смотровых стекол и другие, являясь ключевыми антикоррозионными компонентамии.

Эмалированный реактор
Закрытая герметичная конструкция в сочетании с предохранительной арматурой, такой как предохранительные клапаны, манометры и другие, обеспечивает работу реакционной камеры без утечек, предотвращая риск испарения среды и избыточного давления.

Рубашка для эмалированного аппарата в комплекте
Способна гарантировать стабильность контроля температуры, используется для контроля температуры эмалированного реактора, адаптирована для химической и пищевой отраслей, предоставляются полные документы, соответствующие нормативным требованиям.

Бихонийный сушильный аппарат
Система вакуумного сушильного аппарата с двойным конусом состоит из основного аппарата, конденсатора, пылеуловителя, вакуумной системы откачки газов, системы нагрева, системы охлаждения и системы электронного управления.

Дробеструйная обработка стальной заготовки
Точная дробеструйная обработка стальной заготовки, удаление поверхностного окисленного слоя, заусенцев, оптимизация плоскостности и шероховатости поверхности, устранение риска вспучивания.

Заготовка корпуса закрытого эмалированного аппарата
Изготовлена по цельносварной закрытой конструкции, обладает отличной свариваемостью и устойчивостью к вспучиванию, поверхность подвергнута тщательной шлифовке.

Готовый закрытый реактор
Готовый закрытый реактор использует цельносварную герметичную конструкцию «корпус реактора + закрытая крышка реактора», его крышка и корпус плотно соединены фланцевыми болтами, образуя вместе со специальными уплотнительными компонентами полностью герметичную полость.



